手机端

"精益制造,创造客户价值"
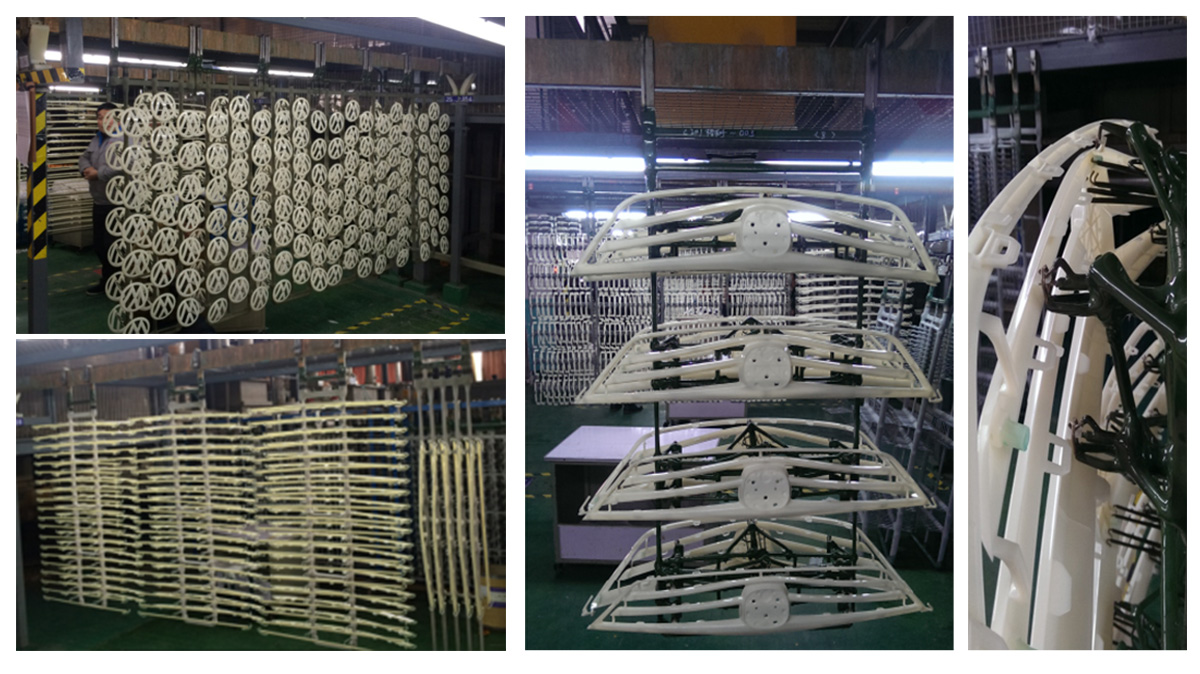
◆ 因前处理粗化药水腐蚀性很强,挂具设计应该选择合理的材料和绝缘材料。不镀部位应采用专用挂具绿勾胶和316不锈钢导电头,使挂具使用寿命延长,并保持槽液清洁;
◆ 挂具设计时应该考虑零件结构,合理分布导电头,以保证镀层厚度的均匀性;
◆ 挂具设计时应尽可能使产品不受力,并保证产品在挂具上的老固度,使产品在生产/运动中不掉落;
◆ 如果产品有深凹处需电镀,挂具设计时可以考虑安装辅助阳极;
◆ 如果产品有尖角,但产品上没有设计保护角时,设计挂具时需要设计电镀保护阴极。
◆ 要有足够的导电截面积,保证挂具与零件接触良好,导电良好。
◆ 制作的挂具要装卸操作方便,生产效率高,镀液容易清洗掉,使用时零件不易掉落等。
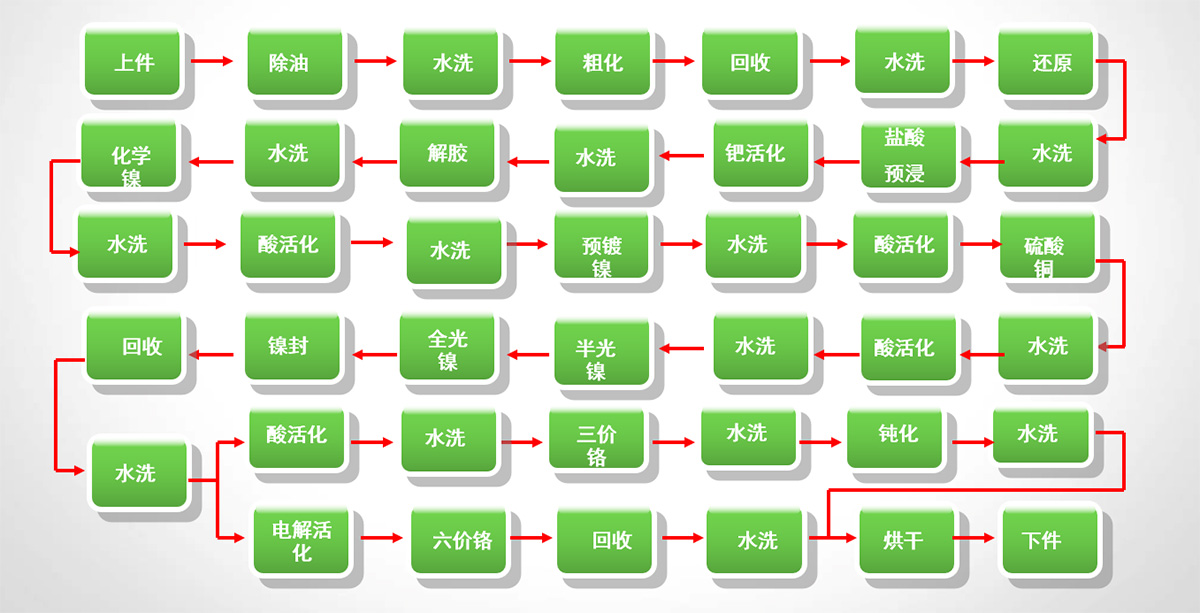
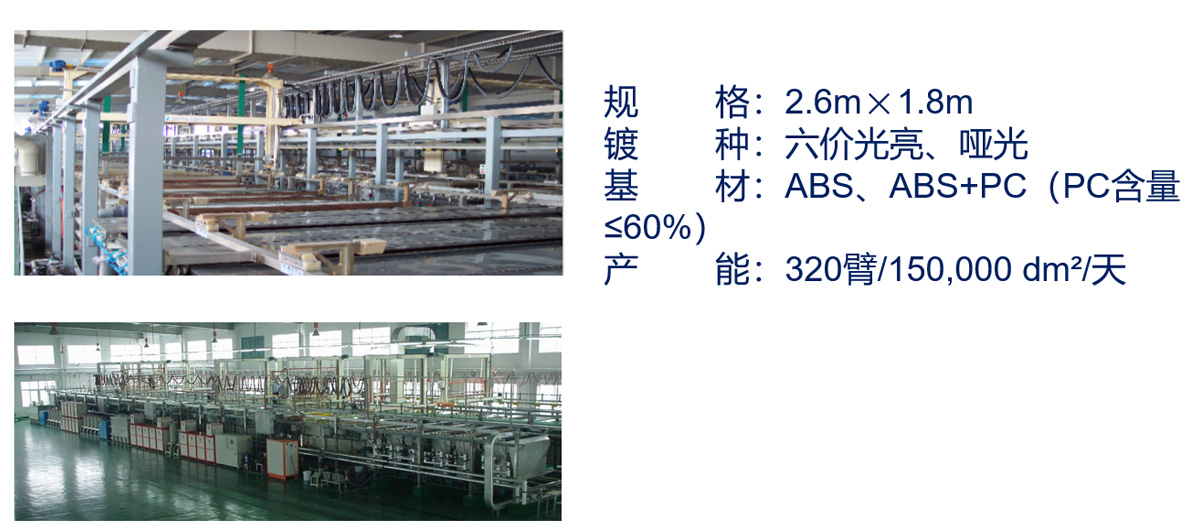
直线式龙门电镀生产线:
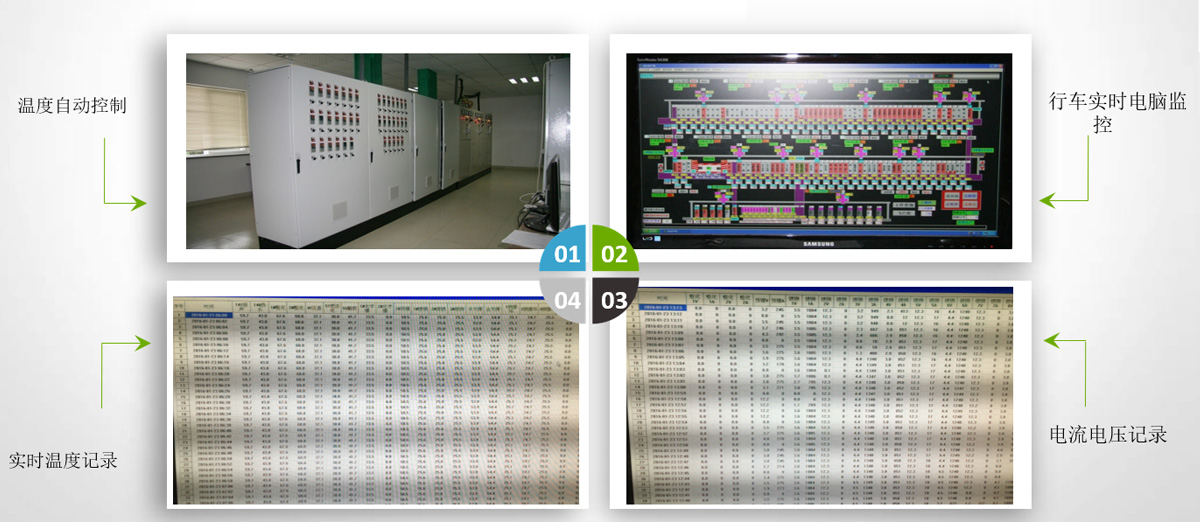
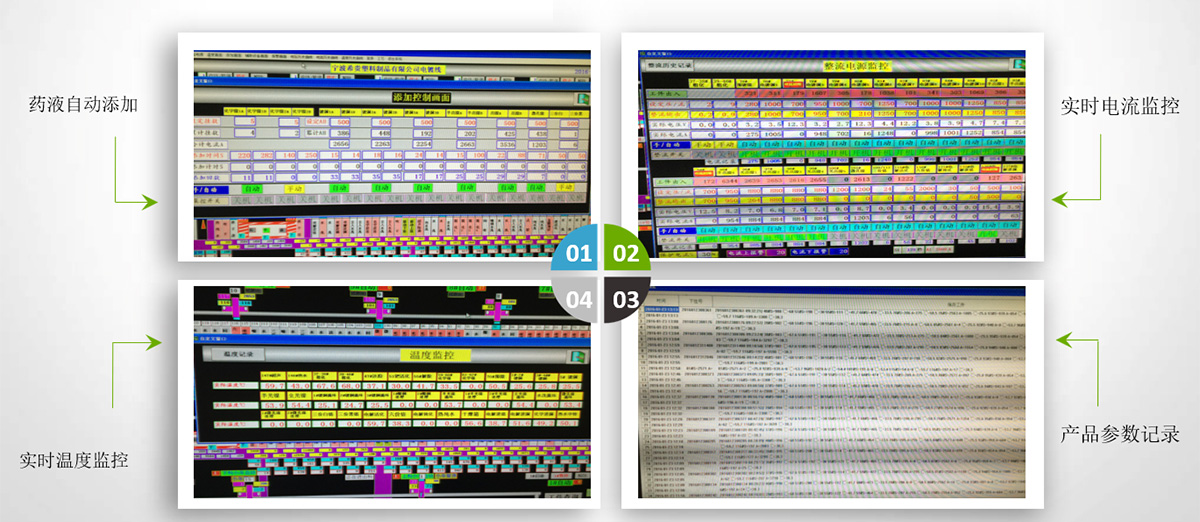
采用全自动全电脑电镀生产线(自动添加电镀药水、自动程序化电流控制,自动控制温度)尽可能采用自动控制,以减少人为因素而产生的不良:温度、电流、添加、过滤、程序时间等; 考虑环保问题,电镀线加上了三价白铬、黑铬,并且宽度和高度达到了3000*1500MM

重视镀件悬挂位置的选择。悬挂位置与镀层质量有十分密切的关系,我们设计时重点需要避免以下四点:
1、尽可能避免装挂处的接触印痕。在角度允许的条件下,利用孔眼是避免挂钩部位印痕的首选方法,这样做既有利悬挂牢度,又可避免装挂处的接触印痕。
2、避免镀件的尖端凸出部位朝向阳极而遭到镀焦。镀件的尖端凸出部位离阳极过近会因电流过于集中而镀焦。
3、挂具导电点分布尽可能均匀,以保障产品厚度均匀;
4、避免镀件的凹入部位形成窝气。电镀时镀件的凹入面易集气;并不易散去,导致窝气,为此在确定装挂位置时要充分估计到这一点。
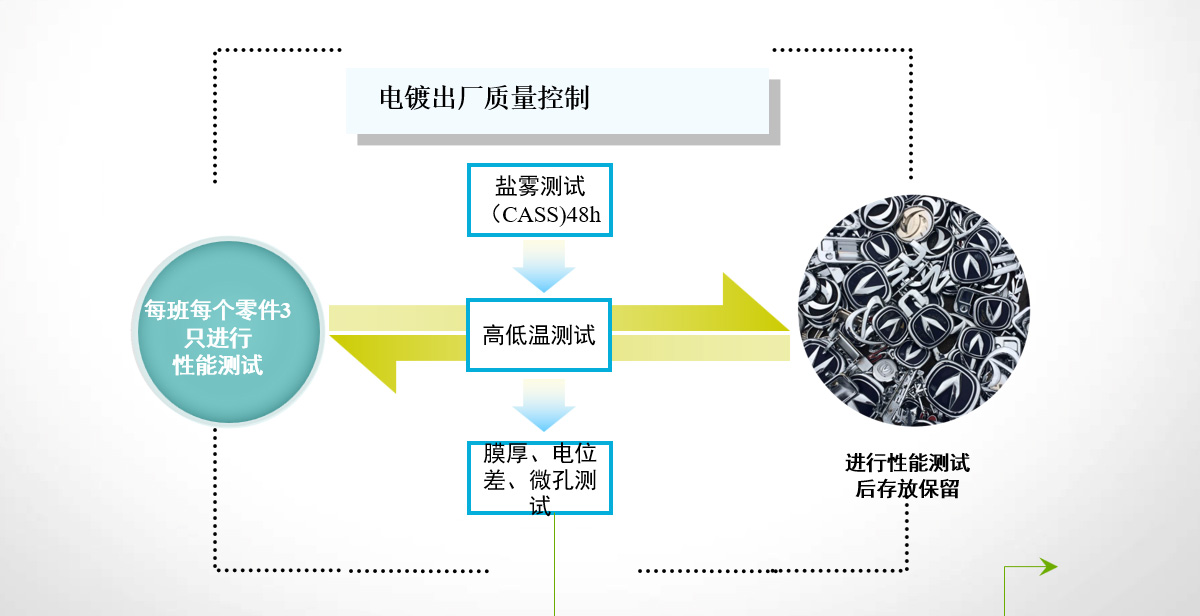
序号 | 测试项目 | 试验设备 | 型号 | 精度 | 量程 | 检定日期 | 检定情况 |
1 | 耐高低温循环 | 高低温试验箱 | GRIS-800 | 2℃ | (-40℃~150℃) | 2015-8-3 | 合格 |
2 | 镀层厚度 | 电解测厚仪 | HQT-IC | ±10% | 0.1um~50um | 2015-8-3 | 合格 |
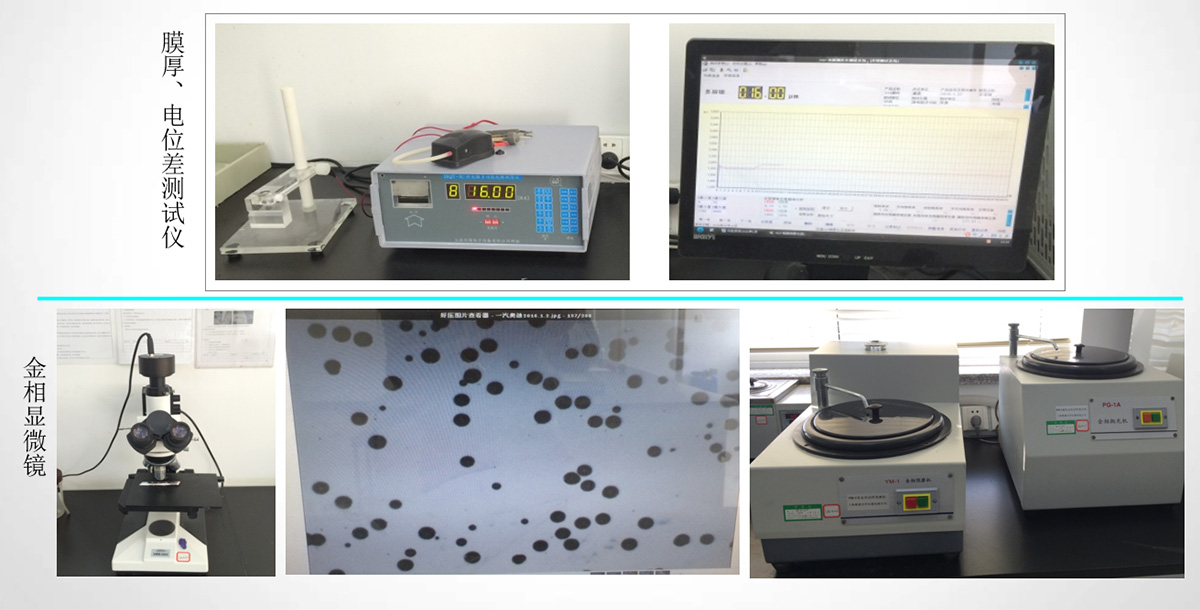
3 | 镀层电位差 | ||||||
4 | 镀层微孔 | 金相显微镜 | DMM-200C | 放大0~2000倍 | 2015-8-3 | 合格 | |
5 | 耐腐蚀性 | CASS试验箱 | AKD-120 | 0.1℃ | (30℃~65℃) | 2015-8-3 | 合格 |
耐腐蚀性 | CASS试验箱 | 2016年8月 | 计划 | ||||
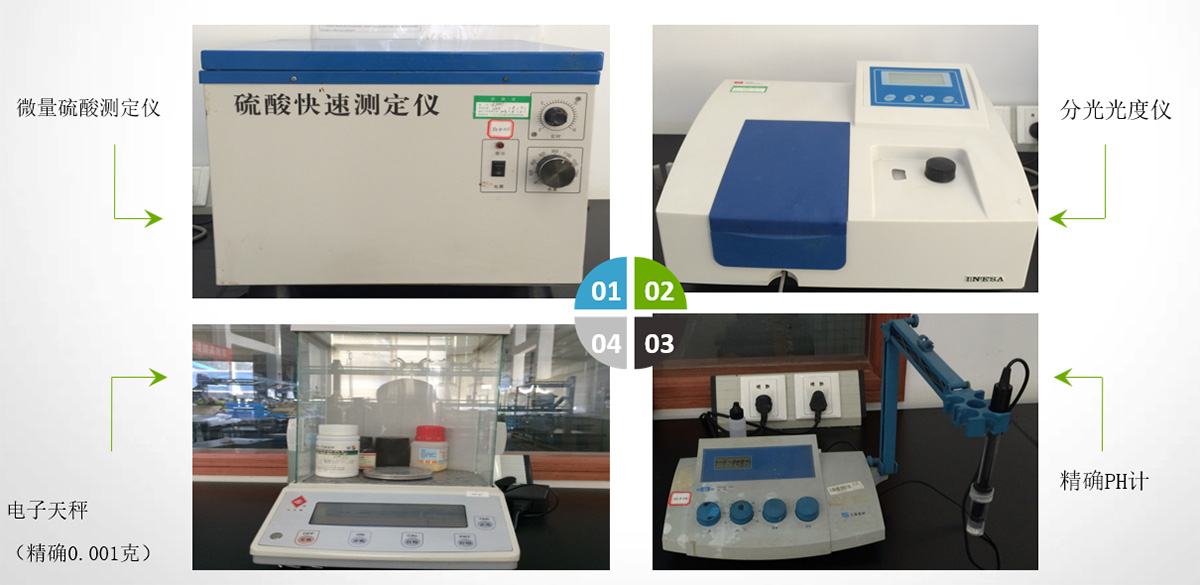
6 | 重量 | 精密电子天秤 | FA2004 | 0.001g | 0~200g | 2015-8-3 | 合格 |
7 | 含量 | 可见分光光度计 | 722N | 1PPM | 2015-8-3 | 合格 | |
8 | 含量 | 硫酸快速测定仪 | 0.1g | 有效 | |||
9 | 温度 | 恒温水箱 | DK-S22 | 0.1度 | 20~100度 | 2015-8-3 | 合格 |
10 | 酸度 | PH计 | PH-2F | 0.01 | 0~14 | 2015-8-3 | 合格 |
11 | 重量 | 电子天秤 | P10001 | 0.1g | 0~2000g | 2015-8-3 | 合格 |